
آند تیتانیوم با پوشش اکسید فلزی مخلوط (MMO)
مواد و ساخت
زیرلایه آند
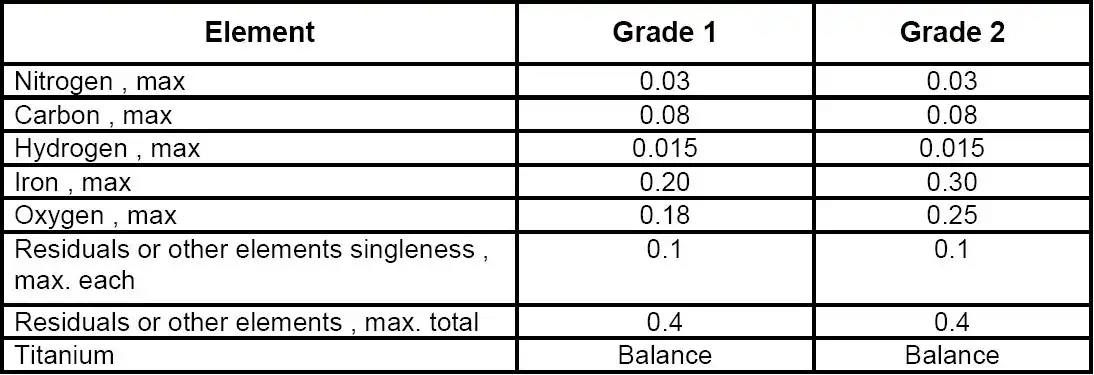
زیرلایه تیتانیومی باید لوله ای بدون درز مطابق با استاندارد ASTM B 338 و با ترکیب شیمیایی مندرج در جدول 1 باشد.
نکته: هر یک از گریدهای 1 یا 2 همانطور که در جدول 1 نشان داده شده قابل قبول می باشند.
کاتالیست آند
پوششی از اکسید فلزی مخلوط (MMO) با ترکیبی از اکسید ایریدیوم و اکسید تانتالوم (IrO2 و Ta2O5) در آن باید به عنوان کاتالیست آند برای کار در محیطی که در آن O2 یا Cl2 یا ترکیبی از
هر دو در سطح آند حاضر خواهند بود استفاده شود.
هندسه آند
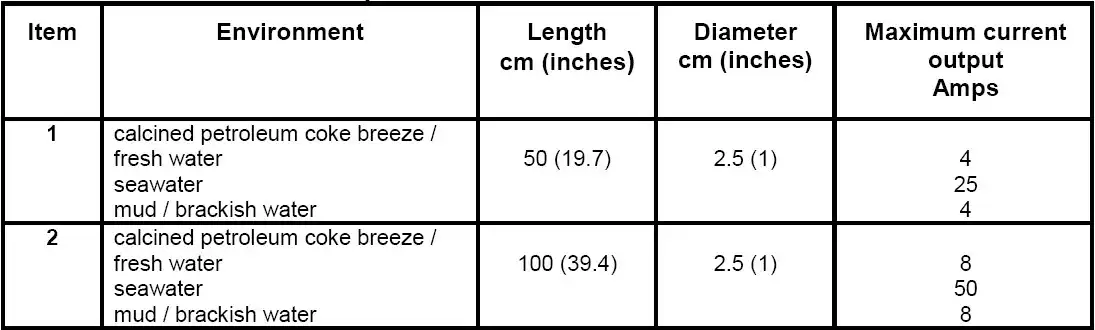
آندهای MMO باید از نوع لوله بدون درز با کابل متصل در مرکز آند و مطابق با ابعاد مندرج در جدول 2 باشند.
این مشخصات استاندارد برای هر دو نوع آندهای MMO تکی و زنجیره ای می باشد.
نکته: با اعمال نیرو به لوله خام برای اطمینان از تماس الکتریکی قابل قبول بین آند تیتانیوم با پوشش MMO و سیم اتصال مسی، قطر آندهای MMO در مرکز کاهش یافته است.
عمر طراحی آند
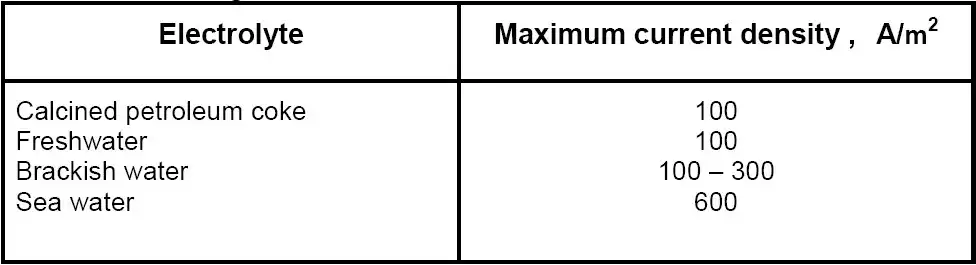
جرم پوشش باید با توجه به مشخصات بارگذاری در جدول 3 برای حداقل 25 سال عمر طراحی کافی باشد.
سیم اتصال آند
هر آند و زنجیره آندی باید با سیم اتصال روکشدار تولید شود. اندازه سیم اتصال باید با توجه خواص فیزیکی آند و الزامات الکتریکی تعیین شود اما کمترین سطح مقطع 16 میلیمتر مربع میباشد.
نکته: در مورد آندهای زنجیرهای باید سطح مقطع سیم اتصال برای کمتر از 4 عدد آند، 25 میلیمتر مربع و برای 4 تا 9 عدد آند، 35 میلیمتر مربع باشد.
عایقِ سیم اتصال آند
عایقِ سیم اتصال باید خواص دیالکتریک کافی و پیوسته فراهم نماید. سیم اتصال باید به صورت دولایه عایق شده و از حملات شیمیایی و نیروهای مکانیکی محفاظت شود و از نوع استاندارد یا مقاوم به کلر بر اساس جزییات ذیل باشد:
– نوع استاندارد: برای نصب در بسترهای آندی سطحی که انتظار نمیرود الکترولیت حاوی کلرید یا دیگر یونهای هالوژن باشد، باید از پلیاتیلن با جرم مولکولی زیاد (HMWP) مطابق با بند 4-5-4-3 از استاندارد NACE SP0572 و یا پلیاتیلن با اتصال عرضی (XLPE) استفاده شود.
– نوع مقاوم به کلر: برای نصب در بسترهای آندی عمیق، سیم اتصال آند باید به وسیله مواد عایق با مقاومت شیمیایی به منظور مقاومت در برابر هالوژن یا دیگر گازها و یون های خورنده غلاف شود.
پلیوینیلیدن فلورید (PVDF)، پلیوینیلیدن فلورید با اتصال عرضی تابشی (XLPVDF)، اتیلن کلروتریفلوئورواتیلن (ECTFE)، و اتیلن کلروتریفلوئورواتیلن با اتصال عرضی (XLECTFE) باید استفاده شود.
– علاوه بر این، از مواد مقاوم در برابر خراش مانند پلیاتیلن با جرم مولکولی زیاد (HMWPE) باید به عنوان جلد غلاف سیم اتصال آند به منظور حفاظت مکانیکی عایق های با دیواره نازک در برابر خراش یا اشاعه بریدگی استفاده شود.
– عایقِ سیم اتصال آند باید مطابق با روش مندرج در بند 5-3 مورد آزمایش قرار گیرد.
اتصال سیم اتصال به آند
اتصال سیم اتصال به آند باید مقاومت پایین (≤ 001/0 اُهم)، آببندی کامل و استحکام مکانیکی کافی برای نگهداری وزن آند داشته باشد. اتصال سیم آند باید توسط تولیدکننده ساخته شده و با جزییات ذیل مطابقت داشته باشد:
– با جای دادن مواد رسانای مناسب/سرب ملحق به سیم اتصال در داخل مرکز لوله آندی که قطر آن کاهش یافته و برخورد از داخل، آند باید در مرکز اتصال داده شود. (آندهای اتصال در مرکز مانع شکست اتصال سیم به آند به دلیل اثر انتها بر آندهای MMO بر اساس بند 4-5-5 از استاندارد NACE SP0572 میشوند).
– آندهای اتصال در مرکز باید با پرکردن 100 درصدی درون لوله آند از مواد آببند دو جزیی پس از اتصال داخلی سیم اتصال به آند آببند شوند. آببندی باید به تخریب در اثر گازهای اکسیدی آزاد شده از آند مقاوم باشد. (مشخصات و دیتاشیت مواد آببند باید توسط تولیدکننده برای تاییدیه مشخص شود).
– هر سمتی از سیم اتصال که از لوله آند خارج شده باید به عناصر مناسب مرکز آورنده مجهز شود تا از عیوب احتمالی عایق سیم اتصال آند در مدت حمل و نقل، نصب و طول عمر جلوگیری شود. حداقل 15 سانتیمتر از سیم اتصال روکشدار که از عناصر مرکز آورنده متصل شده بین لوله آند و سیم خارج شده است باید با سرپوش(های) جمعشدنی حرارتی با پایه پلیالفین پوشیده شود.
سرپوش جمعشدنی حرارتی مورد استفاده برای آببندی اتصال آند که توسط خریدار مشخص خواهد شد، باید یا از نوع استاندارد یا مقاوم به کلر مطابق با موارد ذیل باشد:
نوع استاندارد: پلیاتیلن جمعشدنی حرارتی
نوع مقاوم به کلر: پلیوینیلیدن فلورید جمعشدنی حرارتی
نکته: اتصال انتها و یا اتصال فشاری مرکز آند از بیرون به علت اثرات انتهای آند و عیوب احتمالی روی پوشش MMO در طول فرایند فشردن از بیرون قابل پذیرش نیست.
عملیات سطحی و تمیزی عایق سیم اتصال باید مطابق با توصیههای تولیدکننده پیش از اجرای اتصال آند انجام شود.
الزامات
محصول نهایی باید الزامات ذیل را برآورده سازد:
ساخت، پرداخت و ظاهر
آندها باید از عیوبی که ممکن است موجب آسیب به عملکرد قطعه نهایی شود عاری باشند. آندها باید عاری از درز، ترک، مُک و تخلخلهای بیش از اندازه و همراه با پرداخت تجاری خوب باشند.
عایق سیم اتصال باید پیوسته و تا حد ممکن ضخامتی یکنواخت داشته و کاملاً عاری از چاک، خراش یا سایر ناپیوستگیها باشد.
آزمایش تسریع شده
آندها باید مطابق با استاندارد NACE TM0108 برای نمایش توانایی آند جهت عملکرد رضایتبخش به مدت چندین سال، تحت آزمایش تسریع شده قرار گیرند.
آزمایش عایقِ فلوئوروپلیمر سیم اتصال آند
عایقِ فلوئوروپلیمر مورد استفاده روی سیم اتصال آند باید آزمایش دیالکتریک ضربهای را مطابق با استاندارد ASTM D 3032، قسمت 12، در 60 ولت (پیک) برای هر 025/0 میلیمتر یا حداکثر در 18 کیلوولت (پیک) با موفقیت بگذراند.
اگر یک جلد خارجی از فلوئوروپلیمر یا مواد دیگر اعمال میشود، تمام سیم باید آزمایش دیالکتریک ضربهای را در ولتاژی برابر با 600 ولت (پیک) برای هر 025/0 میلیمتر از عایق زیرین به علاوه 100 ولت (پیک) برای هر 025/0 میلیمتر از ضخامت جلد یا در حداکثر 15 کیلوولت (پیک) با موفقیت بگذراند.
آزمایش اسپکترومتری NXDRF
آزمایش اسپکترومتری فلوئورسانس اشعه ایکس غیرمتفرق (NXRDF) باید انجام شود. یکنواختی باید حداقل 85 درصد و ضخامت پوشش آند باید حداقل 7 میکرومتر باشد.
آببندی
آببندی باید با گاز هلیوم در فشار 2 اتمسفر آزمایش شود. یکپارچگی با استفاده از آشکارساز هلیوم با حساسیت 4 پیپیبی نشان داده میشود.
آزمایش مقاومت مکانیکی
وقتی که یک نيروی تک محوری معادل با 5 برابر وزن فلز آند به آند وارد میشود، نباید آسیبی به کابل یا اتصالات آن وارد شود.
آزمایش خمش و کندگی
آندها وقتی که در شعاع 20 سانتیمتر و زاویه 180 درجه خم میشوند نباید پوسته پوسته شوند.
چسبندگی
چسبندگی پوشش الکتروکاتالیستی به زیرلایه تیتانیومی وقتی که مطابق با استاندارد ASTM D 3359 – روش آزمایش A (آزمایش نوار ایکس کات) آزمایش میشود باید حداقل درجه A4 باشد.
آزمایش اسید
آزمایش اسید باید به وسیله غوطه ور کردن آند در اسیدسولفوریک 15 درصد برای 10 ساعت انجام شود وهیچ گونه خوردگی نباید مشاهده گردد.
مقاومت الکتریکی
مقاومت الکتریکی هر آند باید مطابق با استاندارد ASTM B 539 آزمایش شده و باید ≤ 001/0 اُهم باشد.
نکته: الزامات مشخص شده در بند 5 باید بر اساس روش آزمایش کاری انجام شوند. نتایج و روشهای مربوطه باید توسط تولیدکننده به منظور ارزیابی و تایید خریدار ارائه شوند.
نتایج کنترل کیفیت و گواهینامهها باید توسط تولیدکننده/تامینکننده مطابق با پیوست ب امضا و مهر شوند.
هر گونه تخطی از مشخصات این استاندارد باید به طور واضح توسط تولیدکننده/تامین کننده مشخص شوند.
مستندات
تولیدکننده/تامینکننده باید اطلاعات کافی برای شناسایی آند تهیه کند و اطلاعات فنی را به عنوان الزامات حداقلی مطابق با موارد ذیل تهیه کند:
الف: گواهینامه ISO 9001: 2008 برای طراحی، ساخت و کنترل کیفیت آند MMO مورد استفاده در سیستم حفاظت کاتدی با روش اعمال جریان، صادر شده توسط یک مجموعه بین المللی شناخته شده.
ب: کاتالوگ فنی اصلی و دیتاشیت، مشخصات روش ساخت، برنامه کنترل کیفیت، توصیه و راهنمایی های روش استفاده (دستورالعمل نصب).
ج: دیتاشیتهای پر شده، امضا شده و مهر شده همانطور که در پیوستهای الف و ب نشان داده شده است.
آندها باید قابلیت ردیابی به دسته تولیدی داشته باشند. همه آزمایش های آزمایشگاهی و کارگاهی باید مستند شوند. روشهای ارسال، جابجایی و انبارش باید اطمینان دهد که آند MMO و سیم اتصال آسیب نمیبیند.
د: تاییدیه جریان خروجی: جریان خروجی مجاز برای کاربردهای مختلف مانند جدول 2.
ر: گواهینامه آنالیز بر اساس استاندارد ASTM B 338 برای تیتانیوم مانند پیوست الف.
تضمین کیفیت
تولیدکننده باید سیستم کیفیتی موثر و مستند بر اساس قسمت مربوطه از BS EN ISO 9001: 2008 دایر کند و سوابق شناسایی محصول، تاریخ تولید، شماره های دسته و همه نتایج بازرسی ها و آزمایش ها را نگهداری کند.
بازرسی و آزمایش
تولیدکننده مطابق با همه جوانب الزامات این استاندارد، چنین سیستم کیفیت و بازرسی را برای اطمینان از مواد عرضه شده راه اندازی و نگهداری میکند.
تولیدکننده باید برای خریدار یا بازرس منصوب آن یک گواهینامه انطباق کلی به همراه همه نتایج آزمایش های کنترل کیفیت در حین ساخت به منظور بازبینی تهیه نماید. این مستندات و نتایج آزمایش باید با توجه به شماره دسته هر مورد قابل ردیابی باشند.
خریدار یا بازرس منصوب آن میتواند بخشی یا کل اجناس را در کارخانه تولیدکننده در حین ساخت و پیش از بستهبندی بازرسی نماید و میتواند در صورت درخواست، شاهد همه بازرسیها و آزمایشها بر اساس مشخصات این استاندارد باشد.
بازرس خریدار باید دسترسی آزاد به کارخانه تولیدکننده در هر زمان در حین تولید را داشته باشد.
تولیدکننده باید همه وسایل لازم برای انجام همه بازرسی ها و آزمایش ها را همانطور که مشخصات این استاندارد خواسته است فراهم نماید.
نمونه برداری تصادفی متناسب با مقدار هر مورد و تناوب بازرسی ها و آزمایش ها باید با صلاحدید بازرس باشد.
اگر یک نمونه در هر بازرسی یا آزمایش رد شود، نمونه برداری مجدد باید انجام پذیرد و در صورت هر گونه رد شدن نمونه های جدید، همه موادی که به وسیله این نمونه برداری نمایندگی
شده اند باید رد شوند.
بازرسی یا آزمایشهای انجام شده توسط بازرس خریدار، به هیچ وجه رافع مسئولیتها و تعهدات تولیدکننده/تامینکننده تحت شرایط، ضوابط و مشخصات این استاندارد نیست.
بسته بندی
بر اساس مشخصات این استاندارد، هر آند خریداری شده باید در ظروف مناسبی که پذیرش و تحویل ایمن به مقصد را تضمین میکند بسته بندی شود.
هر آند باید به نحوی بسته بندی شود که از چسبیدن به ماده بسته بندی یا ظرف جلوگیری به عمل آید. برای دوری از سطوح ساینده، هر آند باید با یک فوم لوله ای شکل به منظور حفاظت مکانیکی پوشیده شود (این پوشش باید دقیقاٌ پیش از نصب آند در بستر آندی برداشته شود).
آندهای نوع زنجیره ای باید در جعبه و در زیر زنجیره قرار گرفته در بالای جعبه بسته بندی شوند، طوری که زنجیره بتواند به طور مستقیم از جعبه به بستر آندی جابجا شود.
آند لوله ای باید در جعبه به نحوی برای جلوگیری از رسیدن آسیب مکانیکی به سیم اتصال و آند بسته بندی شود.
انواع و اندازه های تکی باید به طور منظم بسته یا جعبه شوند. آندها باید در مقادیری که از محدوده وزنی مشخصات ظرف تجاوز نکند بسته بندی شوند.
علامتگذاری
هر ظرف باید به طور واضحی با اطلاعات ذیل علامتگذاری شود:
– نام و علامت تجاری
– نام محصول
– شماره IGS
– شماره سفارش
– شماره MESC
– مقدار (تعداد موارد در ظرف)
– ابعاد آند : طول ……… میلیمتر / قطر ……… میلیمتر
– شماره دسته
– تاریخ ساخت
– نام و آدرس تولیدکننده